![]()
"The Scientifical ~
Mystical One"

Presents:
![]()
Part 2:
HomeWork
( How To Make Your Own Power
... at Home !!! )
|
|
|
|
In the last issue of Power News, we learned that:
|
|||||
 |
|
||||
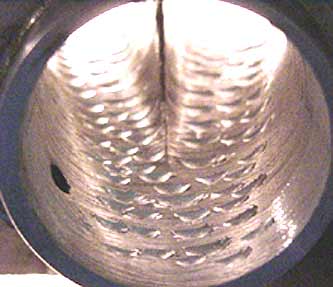
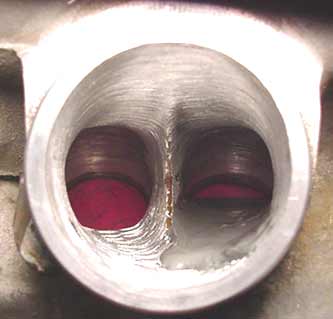
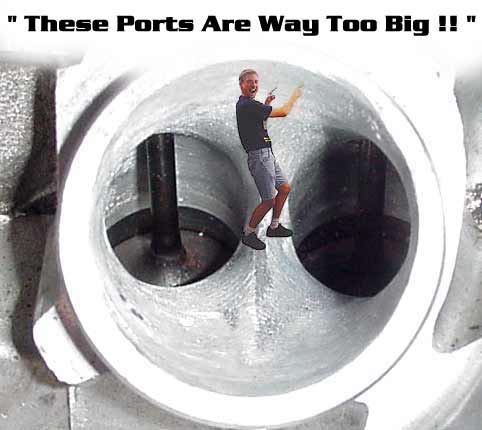
What Do High Velocity Intake
Ports Look Like ??
These never before seen photos show the
remarkable size difference
between stock and High Velocity Ports:
|
Before: |
After: |
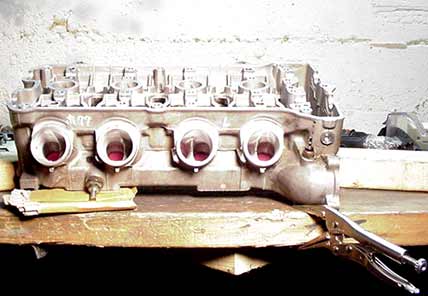
High Velocity Intake Porting
On 5 Valve Heads:
Yamaha YZF 400's, R7 and R1, FZR 1000 & 750
|
Before: |
After: |
|
The Secret to |
Epoxy !! |
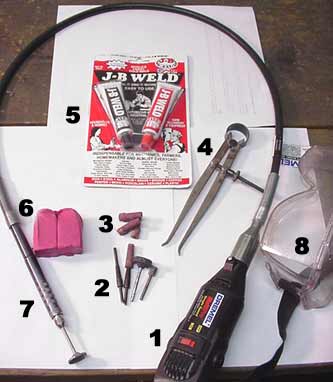
Ready To Do It Yourself ??
Here's How:
|
|
Recommended Tools |
|
|
Clean Up First
(?) |
. |
|
|
|
Secure The Head on It's critical that the head is secure and stable.
It's very easy to ruin a valve seat if the head suddenly shifts while the
porting tool is turning at 24,000 RPM ! |
|
|
|
Get Centered |
|
|
Careful ... |
. |
|
|
|
||
 |
Here's the best way to hold the tool. I let the dremel
motor hang over my right shoulder, and hold onto the drive cable with
both hands. |
|
|
|
|
|
|
, |
Once most of the steel guide is ground down, use sanding
rolls to make the aluminum boss & valve guide flush with the port
roof. |
|
|
. |
|
|
|
Why Not Polish The
Ports ?? |
Okay: now that the 1st part of the process is
complete,
it's time to prep the head for epoxy - ing.
First: Wash & Dry The Head Again !!
To remove all the sanding dust and
aluminum chips...
|
|
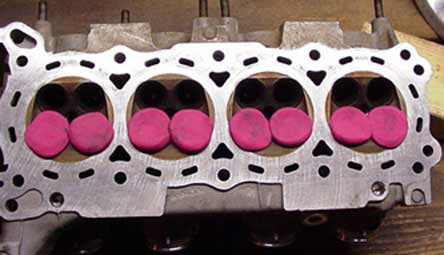
Here's what the clay is used for !! |
|
|
Next, set the head up so that the floors of all 4 ports
are level. |
Epoxy Mess Avoidance !!
The hardest part about the next
process is not getting yourself covered with epoxy !!
My advice is to wear old clothes, and keep a fresh roll of paper towels on hand
!
Here's a few more tricks I can share with you:
|
|
|
|
Then, I use a vise-grip pliers to squeeze out all the goo onto a sheet of cardboard. You'll use about 1 package of 2 tubes each (steel &
hardener) per port. |
|
|
|
|
|
|
, Application |
|
|
It was impossible to get a clear photo as I added epoxy
into the port, so I'm demonstrating it here on paper. |
|
|
|
|
|
Then when the right side is reached, twist the screwdriver as you back it away. That keeps the last strand of epoxy from getting out of control. |
Here's What it Should Look Like So Far:
|
|
|
Now as almost all of the
epoxy is added,
you can really see the size difference !!
Notice that the epoxy is slightly higher where it
meets
the side walls, to avoid air bubbles.
|
|
|
|
Don't Miss The Next Issue: |
|
|
Learn How to Do it Yourself:
Smaller Intake Ports Gain 7 % More Power
|